ASME SA249 TP304 Schweißrohr aus Edelstahl
Die innere und äußere Aufhellung von geschweißten Rohren aus Edelstahl
Bei der Herstellung und Verarbeitung von geschweißten Rohren aus Edelstahl, mechanischer Verarbeitung, chemischer Behandlung,Elektrolytische Polierung und andere technische Mittel können ihre Oberflächenglatte und -glanzheit erheblich verbessern, wodurch sowohl innen als auch außen eine helle Wirkung entsteht. Diese Art von hellen inner- und außenräumlichen Rohrmaterial kann die Oberflächenglattheit und die allgemeine Ästhetik der Rohrleitung verbessern,Weiterentwicklung der Lebensdauer, sowie seine Korrosions- und Oxidationsbeständigkeit.die innere und äußere Helligkeit von geschweißten Rohren aus Edelstahl hat einen breiten Anwendungswert in der praktischen Produktion und in technischen Anwendungen.
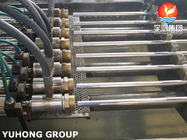
Die Verarbeitungsmethode für die innere und äußere Helligkeit von geschweißten Rohren aus Edelstahl
Die innere und äußere Helligkeit von Rohren aus Edelstahl wird hauptsächlich durch folgende technische Mittel erreicht:
1. Mechanische Polierung: Verarbeitung der Oberfläche von Edelstahlröhren durch Verwendung mechanischer Geräte, die die Oberfläche glatt und glatter macht.
2Chemische Behandlung: Durch die Verwendung von Techniken wie chemische Säurewaschung wird die Oberflächen-Oxid-Schicht durch chemische Reaktionen entfernt, wodurch die Pipeline-Oberfläche sauberer und reiner wird.
3. Elektrolytische Polierung: Die Polierung durch Elektrolytreaktion kann die Oberflächenglatheit von Edelstahlröhren erheblich verbessern und einen Spiegeleffekt erzeugen.
Die oben genannten drei Methoden können kombiniert werden, um eine kontinuierliche Verarbeitung zu erzielen, was sowohl innen als auch außen zu einem hellen Effekt führt.
Der Nutzungswert der hellen Innen- und Außenfläche von geschweißten Rohren aus Edelstahl
Der Gebrauchswert von hellen innen- und außen geschweißten Rohren aus Edelstahl spiegelt sich hauptsächlich in folgenden Aspekten wider:
1- Verbesserung der allgemeinen Ästhetik und des dekorativen Effekts von Pipelines, wodurch das Pipeline-System ästhetischer und großzügiger wird,Vorteilhaft für die dekorative Wirkung innerhalb und außerhalb des Gebäudes.
2- Verbesserung der Oberflächenglatheit und Flachheit der Rohrleitungen, Verhinderung von Problemen wie Lecks und abgestürzten Ecken innerhalb der Rohrleitungen und Verbesserung derWasserÜbertragungseffizienz und reibungsloser Betrieb der Pipelines.
3. Verbesserung der KorrosionsbeständigkeitDies ist ein wichtiger Faktor für die Erhöhung der Temperatur und die Oxidationsbeständigkeit von Rohrleitungen, um ihre Lebensdauer in rauen Umgebungen zu verlängern und sie langlebiger und zuverlässiger zu machen.
ASME SA249 Chemische Zusammensetzung aus Edelstahl
| Elemente |
304 ((Wt%) |
304L (Wt%) |
| (C) Kohlenstoff, max. |
0.08 |
0.035 |
| (Mn) Mangan, max |
2.00 |
2.00 |
| (P) Phosphor, max. |
0.040 |
0.040 |
| (S) Schwefel, max. |
0.030 |
0.030 |
| (Si) Silizium, max. |
0.75 |
0.75 |
| (Ni) Nickel |
8.0-11.0 |
8.0-13.0 |
| (Cr) Chrom |
18.0-20.0 |
18.0-20.0 |
| (Mo) Molybdän |
N/A |
N/A |
| (Fe) Eisen |
- Das ist Ball. |
- Das ist Ball. |
| (Cu) Kupfer |
N/A |
N/A |
| (N) Stickstoff |
N/A |
N/A |
ASME SA249 Geschweißte Rohre aus Edelstahl Abmessungsgrenzen (mm)
| Größe OD |
Nominelle Wand |
Außendurchmesser |
Länge |
Wand |
| 1/2" (12,7) |
0.065" (1.65)/0.049" (1.25) |
+/- 0,005" (0,13) |
+ 1/8" (3.18) - 0 |
+/-10,0% |
| 3⁄4" (19.1) |
0.065" (1.65)/0.049" (1.25) |
+/- 0,005" (0,13) |
+ 1/8" (3.18) - 0 |
+/-10,0% |
| " (25.4) |
0.065" (1.65)/0.049" (1.25) |
+/- 0,005" (0,13) |
+ 1/8" (3.18) - 0 |
+/-10,0% |
| 1 bis 2" (38.1) |
0.065" (1.65)/0.049" (1.25) |
+/- 0,008" (0,20) |
+ 1/8" (3.18) - 0 |
+/-10,0% |
| 2 " (50,8) |
0.065" (1.65)/0.049" (1.25) |
+/- 0,008" (0,20) |
+ 1/8" (3.18) - 0 |
+/-10,0% |
| 2 1/2" (63,5) |
0.065" (1.65) |
+/- 0,010" (0,25) |
+ 1/8" (3.18) - 0 |
+/-10,0% |
| " (76.2) |
0.065" (1.65) |
+/- 0,010" (0,25) |
+ 1/8" (3.18) - 0 |
+/-10,0% |
| 4" (101.6) |
0.083" (2.11) |
+/- 0,015" (0,38) |
+ 1/8" (3.18) - 0 |
+/-10,0% |
| 6" (152.4) |
0.083" (2.11) |
+/- 0,030" (0,76) |
+1" (25.4) - 0 |
+/-10,0% |
| 6" (152.4) |
0.109" (2.77) |
+/- 0,030" (0,76) |
+1" (25.4) - 0 |
+/-10,0% |
| 8" (203.2) |
0.109" (2.77) |
Der Wert der Verbrennungsmenge wird durch die Verbrennungsmenge verringert, wobei die Verbrennungsmenge der Verbrennungsmenge verringert wird. |
+1" (25.4) - 0 |
+/-10,0%
|
ASTM A249/ASME SA249 Schweißrohre aus Edelstahl Anwendungsbereich:
1. Öl- und Gasindustrie
ASTM A249 / ASME SA249 geschweißte Rohre aus Edelstahl werden in der Öl- und Gasgewinnung, im Transport und in der Lagerung weit verbreitet.Erdöl- und ErdgasleitungenDiese geschweißten Rohre haben hohe Druckbeständigkeit und Korrosionsbeständigkeit und können hohem Druck standhalten.hohe Temperatur und raue Arbeitsumgebung für eine lange Zeit.
2. Chemische Industrie
ASTM A249 / ASME SA249 aus Edelstahl geschweißtes Rohr hat auch eine breite Palette von Anwendungen in der chemischen Industrie.die Rohrleitungen mit hoher Korrosionsbeständigkeit erfordert. Edelstahlgeschweißtes Rohr hat nicht nur Korrosionsbeständigkeit, sondern auch Korrosionsbeständigkeit unter hohen Temperaturen und hohen Druckbedingungen.Sie weisen außerdem eine gute Dimensionsstabilität und Verarbeitungseigenschaften auf., die eine wichtige Rolle in der chemischen Produktion spielen.
3. Lebensmittelindustrie
ASTM A249 / ASME SA249 Edelstahlgeschweißtes Rohr wird auch in der Lebensmittelindustrie weit verbreitet.Ein geschweißtes Rohr aus Edelstahl hat eine gute Oberflächenbeschichtung und eine hohe Stabilität der Abmessungen, um die Lebensmittelqualität und -hygiene zu gewährleisten.Darüber hinaus ist das geschweißte Rohr aus Edelstahl auch korrosionsbeständig, kann Säure und Alkali in Lebensmitteln und anderen ätzenden Stoffen widerstehen.sie werden häufig in Lebensmittelverarbeitungsgeräten verwendet, Lieferrohre und Lagerausrüstung.
4. Pharmazeutische Industrie
ASTM A249 / ASME SA249 aus rostfreiem Stahl geschweißtes Rohr hat auch eine breite Palette von Anwendungen in der pharmazeutischen Industrie.Der pharmazeutische Prozess erfordert eine strikte Kontrolle der Luftverschmutzung und der KreuzkontaminationDas Schweißrohr aus Edelstahl hat eine gute Oberflächenbeschichtung und eine hohe Größengenauigkeit, die für die Herstellung von pharmazeutischen Geräten geeignet ist.Das geschweißte Rohr aus Edelstahl hat auch eine gute Korrosionsbeständigkeit und Druckbeständigkeit, die den Anforderungen der pharmazeutischen Industrie an Rohrleitungsgeräte gerecht werden kann.
5. Energiewirtschaft
ASTM A249 / ASME SA249 aus Edelstahl geschweißtes Rohr wurde auch in der Energieindustrie weit verbreitet.Kraftwerke und Umspannwerke erfordern in der Regel die Verwendung einer großen Anzahl von Übertragungs- und VerteilrohrenEin Schweißrohr aus Edelstahl ist hochdruckbeständig und korrosionsbeständig und kann elektrischen Strom leicht und effizient transportieren.Schweißrohr aus Edelstahl hat auch eine gute elektrische Leitfähigkeit, kann der Verlust an elektrischer Energie verringert werden.
6. Bauindustrie
ASTM A249 / ASME SA249 Schweißrohr aus Edelstahl spielt ebenfalls eine wichtige Rolle in der Bauindustrie.mit einer Breite von mehr als 20 mm,. Edelstahlgeschweißtes Rohr hat gute mechanische Eigenschaften und Aussehen Finish, die die Anforderungen der architektonischen Gestaltung und Dekoration erfüllen kann.Schweißrohr aus Edelstahl hat auch gute Wetterbeständigkeit und Korrosionsbeständigkeit, und kann in der Außenumgebung langfristig stabil verwendet werden.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!