Yuhong Holding Group Co., LTD

 |
| Herkunftsort: | China |
| Markenname: | YUHONG |
| Zertifizierung: | ABS, GL, DNV, NK, PED, AD2000, GOST9941-81, CCS, ISO 9001-2008 |
| Modellnummer: | ASTM B622/B619 /B626 UNS N10276 (C-276/2,4819) |
| Min Bestellmenge: | 100kg |
|---|---|
| Verpackung Informationen: | Sperrholzkiste, Budle, Palette |
| Lieferzeit: | 7 Tage |
| Zahlungsbedingungen: | L / C, T / T |
| Standard: | SB622, SB619/SB626 | Oberfläche: | In Essig eingelegtes und getempertes, helles getempert, polierten |
|---|---|---|---|
| Art: | Spule, U-Rohr, staight | Material: | Hastelloy C-276, N10276, 2,4819 |
| Modell: | ASTM B622/ B619 /B626 UNS N10276 (C-276 / 2.4819) | certification: | ABS, GL, DNV, NK, PED, AD2000, GOST9941-81, CCS, ISO 9001-2008 |
| Markieren: | Nickellegierungsrohr,hastelloy c-Schläuche |
||
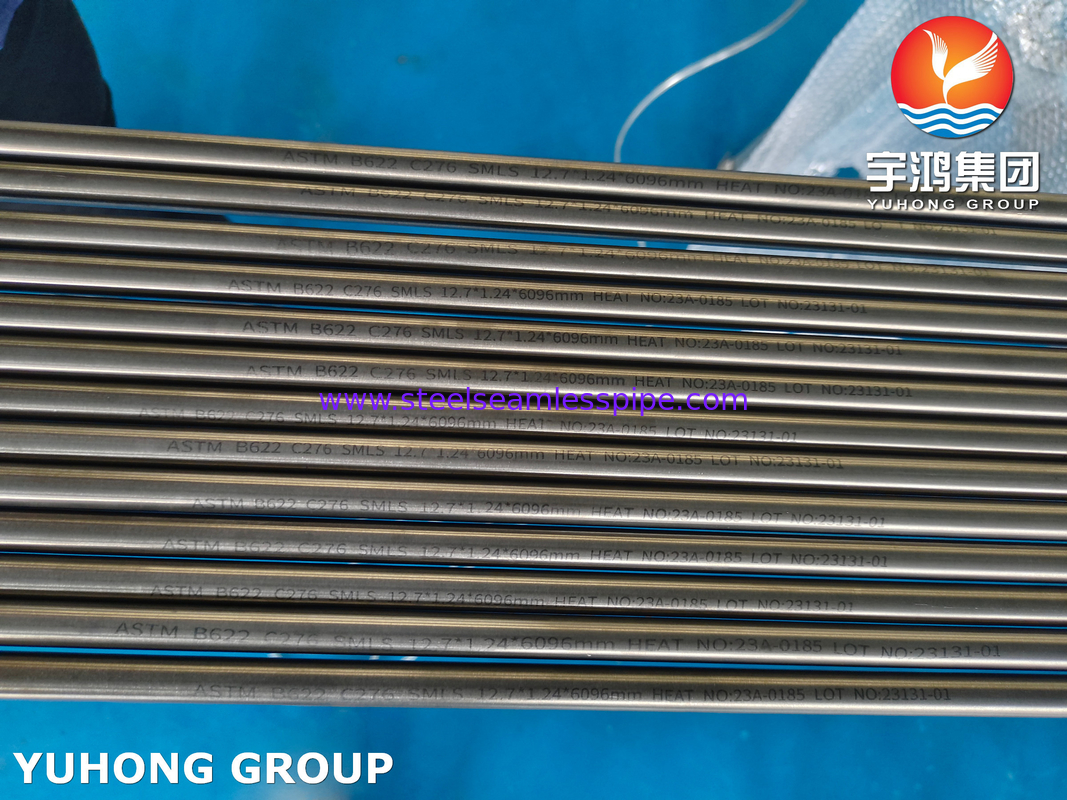
NAHTLOSES ROHR AUS NICKELLEGIERUNG, ASTM B622/B619/B626 UNS N10276 (C-276/2.4819) HASTELLOY-ROHR
Die YUHONG HOLDING GROUP beschäftigt sich bereits seit mehr als 10 Jahren mit nahtlosen Rohren und Rohren aus Edelstahl/Duplex/Nickelstahl und verkauft jedes Jahr mehr als 80.000 Tonnen nahtlose Rohre und Rohre aus Edelstahl/Duplex/Nickelstahl.Unser Kunde deckt bereits mehr als 45 Länder ab.Unsere nahtlosen Edelstahlrohre wurden in der Bergbau-, Energie-, Petrochemie-, Chemie-, Lebensmittel-, Papier-, Gas- und Flüssigkeitsindustrie usw. eingesetzt. ANSI B16.10: B16.19 SCH 5S, SCH 10S, SCH 20, SCH 30, SCH 40S, SCH 60, SCH80S, XS, SCH 100, SCH 120, SCH160, XXS
Ni 57,0, Mo 16,0, Cr 15,5, Fe 5,5, W 3,8
HASTELLOY C276 in dieser Güteklasse in den folgenden Formen: Stangen, Sechskantstangen, Vierkantstangen, Drahtspulen, Drahtzuschnitte, lose Spulen, Bleche, Platten, Spulen, Rohre, Leitungen, Nippel, Winkelstücke, Fittings, Kupplungen, Flansche, Befestigungselemente, Schmiedeteile , Scheibe, bearbeitet. Dies ist eine Nickel-Chrom-Molybdän-Knetlegierung, die als die vielseitigste verfügbare korrosionsbeständige Legierung gilt.Diese Legierung ist beständig gegen die Bildung von Korngrenzenausscheidungen in der Schweißwärmeeinflusszone und eignet sich daher für die meisten chemischen Prozessanwendungen im geschweißten Zustand.Legierung C-276 weist außerdem eine hervorragende Beständigkeit gegen Lochfraß, Spannungsrisskorrosion und oxidierende Atmosphären bis zu 1900 °F auf.Alloy C-276 weist eine außergewöhnliche Beständigkeit gegenüber einer Vielzahl chemischer Umgebungen auf.
Eigenschaften
Anwendungen
Zu den typischen Anwendungen von HASTELLOY C276 gehören Gerätekomponenten in chemischen und petrochemischen organischen Chloridprozessen sowie Prozessen, die Halogenid- oder Säurekatalysatoren verwenden.Weitere Industrieanwendungen sind Zellstoff und Papier (Fermenter und Bleichbereiche), Wäscher und Rohrleitungen für die Rauchgasentschwefelung sowie pharmazeutische und Lebensmittelverarbeitungsanlagen.
HASTELLOY C-276 ist eine Nickel-Chrom-Molybdän-Legierung mit universeller Korrosionsbeständigkeit, die von keiner anderen Legierung erreicht wird.Es weist eine hervorragende Beständigkeit gegenüber einer Vielzahl chemischer Prozessumgebungen auf, darunter Eisen- und Kupferchloride, heiße kontaminierte Mineralsäuren, Lösungsmittel, Chlor und mit Chlor kontaminierte (sowohl organische als auch anorganische), trockenes Chlor, Ameisen- und Essigsäure, Essigsäureanhydrid, Meerwasser usw Solelösungen sowie Hypochlorit- und Chlordioxidlösungen.Legierung C276 widersteht auch der Bildung von Korngrenzenausscheidungen in der Schweißwärmeeinflusszone, wodurch sie für die meisten chemischen Prozesse im geschweißten Zustand geeignet ist.Es verfügt über eine hervorragende Beständigkeit gegen Lochfraß und Spannungsrisskorrosion.
HASTELLOY C276-Blech mit einer Dicke von 0,044 Zoll im wärmebehandelten Zustand bei 2050 °F, schnell abgeschreckt, hat eine durchschnittliche Olsen-Bechertiefe von 0,48 Zoll.Legierung C-276 kann mit vielen Methoden erfolgreich hergestellt werden.Die Legierung neigt dazu, sich durch Kaltverformung zu verfestigen, lässt sich jedoch bei richtiger Pflege leicht warm und kalt umformen.Es stehen umfassende Informationen zum Schweißen, Bearbeiten und Umformen zur Verfügung
Chemische Anforderungen |
|||||||
|---|---|---|---|---|---|---|---|
|
|
Ni |
Cr |
Mn |
Mo |
C |
Si |
Fe |
| Max. % | Bal. | 16.5 | 1,0 | 17.0 | 0,010 | 0,08 | 7.0 |
| Mindest % | 14.5 | 15.0 | 4,0 | ||||
Anforderungen an die mechanischen Eigenschaften |
|||||
|---|---|---|---|---|---|
| Ultimative Zugfestigkeit | Streckgrenze (0,2 % OS) | Elong.in 2 Zoll (50,8 mm) oder 4D min,% | R/A | Härte | |
| Mindest | 100 KSi | 41 KSi | 40 | ||
| Max | |||||
| Min. (metrisch) | 690 MPa | 283 MPa | |||
| Max | |||||
Spezifikationen |
|
|---|---|
| Form | Standard |
|
UNS |
UNS N10276 |
|
Bar |
ASTM B574 Din 17752 |
|
Kabel |
|
|
Blatt |
ASTM B575 Din 17750 |
|
Platte |
ASTM B575 Din 17750 |
|
Passend zu |
ASTM B366 |
|
Schmieden |
ASTM B564 |
|
Rohr |
ASTM B619 ASTM B622 ASTM B626 Din 17751 |
|
Rohr |
ASTM B619 ASTM B622 ASTM B626 Din 17751 |
|
Schweißdraht |
A5.14 ERNiCrMo-4 |
|
Schweißelektrode |
A5.11 ENiCrMo-4 |
|
Lärm. |
2.4819 Alle Formen |
| Tabelle 16 | |
|---|---|
| EMPFOHLENE WERKZEUGTYPEN UND BEARBEITUNGSBEDINGUNGEN | |
| Operationen | Hartmetallwerkzeuge |
| Schruppen, mit heftiger Unterbrechung | Drehen oder Plandrehen Klasse C-2 und C-3: Quadratische Wendeschneidplatte mit negativem Spanwinkel, 45 Grad SCEA1, 1/32 Zoll Nasenradius.Werkzeugaufnahme: 5 Grad neg.Rückenneigung, 5 Grad neg.Seitenrechen.Geschwindigkeit: 30–50 sfm, 0,004–0,008 Zoll Vorschub, 0,150 Zoll Schnitttiefe.Trockenes2, Öl3 oder wasserbasiertes Kühlmittel4. |
| Normales Schruppen | Drehen oder Plandrehen Klasse C-2 oder C-3: Vierkant-Wendeschneidplatte mit negativer Wendeschneidplatte, 45 Grad SCEA, 1/32 Zoll Spitzenradius.Werkzeugaufnahme: 5 Grad neg.Rückenneigung, 5 Grad neg.Seitenrechen.Geschwindigkeit: 90 sfm, abhängig von der Steifigkeit der Einrichtung, 0,010 Zoll Vorschub, 0,150 Zoll Schnitttiefe.Trockenes, öl- oder wasserbasiertes Kühlmittel. |
| Abschluss | Drehen oder Plandrehen Klasse C-2 oder C-3: Quadratische Wendeschneidplatte mit positivem Spanwinkel, wenn möglich, 45 Grad SCEA, 1/32 Zoll Nasenradius.Werkzeugaufnahme: 5 Grad pos.Rückenrechen, 5 Grad pos.Seitenrechen.Geschwindigkeit: 95–110 sfm, 0,005–0,007 Zoll Vorschub, 0,040 Zoll Schnitttiefe.Trockenes oder wasserbasiertes Kühlmittel. |
| Grob langweilig | Güteklasse C-2 oder C-3: Bei Bohrstangen mit Wendeplatten verwenden Sie Standardwerkzeuge mit positivem Spanwinkel und größtmöglichem SCEA und einem Spitzenradius von 1/16 Zoll.Wenn die Werkzeugstange gelötet ist, schleifen Sie den hinteren Neigungswinkel von 0 Grad und die Pos. von 10 Grad.Seitenrechen, 1/32 Zoll Nasenradius und größtmöglicher SCEA.Geschwindigkeit: 70 sfm, abhängig von der Steifigkeit der Einrichtung, 0,005–0,008 Zoll Vorschub, 1/8 Zoll Schnitttiefe.Trockenes Kühlmittel auf Öl- oder Wasserbasis. |
| Schluss mit langweilig | Güteklasse C-2 oder C-3: Verwenden Sie Standardwerkzeuge mit positivem Spanwinkel für Stangen mit Wendeplatten.Schleifen Sie gelötete Werkzeuge wie beim Fertigdrehen und Plandrehen, mit der Ausnahme, dass der hintere Spanwinkel am besten bei 0 Grad liegt.Geschwindigkeit: 95–110 sfm, 0,002–0,004 Zoll Vorschub.Kühlmittel auf Wasserbasis. |
| Anmerkungen: | |
| 1 SCEA – Seitenschneidenwinkel oder Anstellwinkel des Werkzeugs.
2 An jedem Punkt, an dem Trockenschneiden empfohlen wird, kann ein auf das Werkzeug gerichteter Luftstrahl zu einer erheblichen Verlängerung der Werkzeugstandzeit führen.Ein wasserbasierter Kühlmittelnebel kann ebenfalls wirksam sein. 3 Als Kühlmittel sollte hochwertiges, sulfochloriertes Öl mit Hochdruckzusätzen verwendet werden.Eine Viskosität bei 100 Grad F von 50 bis 125 SSU. 4 Kühlmittel auf Wasserbasis sollte hochwertiges, sulfochloriertes, wasserlösliches Öl oder eine chemische Emulsion mit Hochdruckzusätzen sein.Mit Wasser verdünnen, um eine 15:1-Mischung zu erhalten.Kühlmittel auf Wasserbasis kann bei unterbrochenen Schnitten zu Absplitterungen und einem schnellen Ausfall von Hartmetallwerkzeugen führen. |
|
| Tabelle 17 | |
|---|---|
| EMPFOHLENE WERKZEUGTYPEN UND BEARBEITUNGSBEDINGUNGEN | |
| Operationen | Hartmetallwerkzeuge |
| Planfräsen | Hartmetall ist im Allgemeinen nicht erfolgreich, C-Qualität kann funktionieren.Verwenden Sie einen positiven axialen und radialen Spanwinkel, einen Eckwinkel von 45 Grad und einen Freiwinkel von 10 Grad.Geschwindigkeit: 50-60 sfm.Vorschub: 0,005–0,008 Zoll. Kühlmittel auf Öl- oder Wasserbasis reduzieren Schäden durch Thermoschock an den Zähnen von Hartmetallfräsern. |
| Schaftfräsen | Nicht empfohlen, aber C-2-Klassen können bei guten Setups erfolgreich sein.Verwenden Sie einen positiven Rake.Geschwindigkeit: 50-60 sfm.Vorschub: Wie Schnellarbeitsstahl.Kühlmittel auf Öl- oder Wasserbasis reduzieren Schäden durch Thermoschock. |
| Bohren | Die Sorte C-2 wird nicht empfohlen, Bohrer mit Spitze können jedoch bei starrem Aufbau und ohne große Tiefe erfolgreich sein.Um den Schub zu verringern, muss die Bahn ausgedünnt werden.Verwenden Sie einen Winkel von 135 Grad zur Spitze.Es kann eine Bohrmaschine verwendet werden.Geschwindigkeit: 50 sfm.Kühlmittel auf Öl- oder Wasserbasis.Hartmetallbestückte Bohrer mit Kühlmittelzufuhr können in manchen Fällen wirtschaftlich sein. |
| Reiben | Güteklasse C-2 oder C-3: Reibahlen mit Spitze werden empfohlen, Reibahlen aus Vollhartmetall erfordern eine unterschiedlich gute Einstellung.Werkzeuggeometrie wie Schnellarbeitsstahl.Geschwindigkeit: 50 sfm.Vorschub: Wie Schnellarbeitsstahl. |
| Klopfen | Nicht empfohlen, Gewinde maschinell herzustellen oder rollzuformen. |
| Elektrische Entladungsbearbeitung | Die Legierungen können problemlos mit jedem herkömmlichen Elektroerosionssystem (EDM) oder Draht (EDM) geschnitten werden. |
| Anmerkungen: | |
| Zu den 5 Schnellarbeitsstählen der M-40-Serie gehören zum Zeitpunkt des Schreibens M-41, M-42, M-43, M-44, M-45 und M-46.Weitere können hinzugefügt werden und sollten gleichermaßen geeignet sein.
6 Das Ölkühlmittel sollte ein hochwertiges, sulfochloriertes Öl mit Hochdruckzusätzen sein.Eine Viskosität bei 100 Grad F von 50 bis 125 SSU. 7 Kühlmittel auf Wasserbasis sollte hochwertiges, sulfochloriertes, wasserlösliches Öl oder eine chemische Emulsion mit Hochdruckzusätzen sein.Mit Wasser verdünnen, um eine 15:1-Mischung zu erhalten. |
|
| Tabelle 18 | |
|---|---|
| Plasmalichtbogenschneiden | |
| Unsere Legierungen können mit jedem herkömmlichen Plasmalichtbogenschneidsystem geschnitten werden.Die beste Lichtbogenqualität wird mit einer Mischung aus Argon- und Wasserstoffgasen erreicht.Wasserstoffgas kann durch Stickstoffgas ersetzt werden, die Schnittqualität verschlechtert sich jedoch geringfügig.Beim Plasmaschneiden dieser Legierungen sollten Betriebsluft oder sauerstoffhaltige Gase vermieden werden. |
|
![]()
Ansprechpartner: Candy
Telefon: 008613967883024
Faxen: 0086-574-88017980