Yuhong Holding Group Co., LTD

 |
| Herkunftsort: | China |
| Markenname: | YUHONG |
| Zertifizierung: | ABS, GL, DNV, NK, PED, AD2000, GOST9941-81, CCS, ISO 9001-2008 |
| Modellnummer: | 1,4301, 1,4306, 1,4404, 1,4539 |
| Min Bestellmenge: | 100KG |
|---|---|
| Verpackung Informationen: | SPERRHOLZKISTE, BÜNDEL |
| Lieferzeit: | 7 Tage |
| Zahlungsbedingungen: | L/C, T/T |
| Od: | 0.1MM BIS 25MM | Art: | GERADE SPULE |
|---|---|---|---|
| Material: | 1,4301, 1,4306, 1,4404, 1,4539 | Standard: | ASTM, EN10305 |
| Oberfläche: | Helles getempert | ||
| Markieren: | helles getempertes Edelstahlrohr,geschweißte Stahlrohre |
||
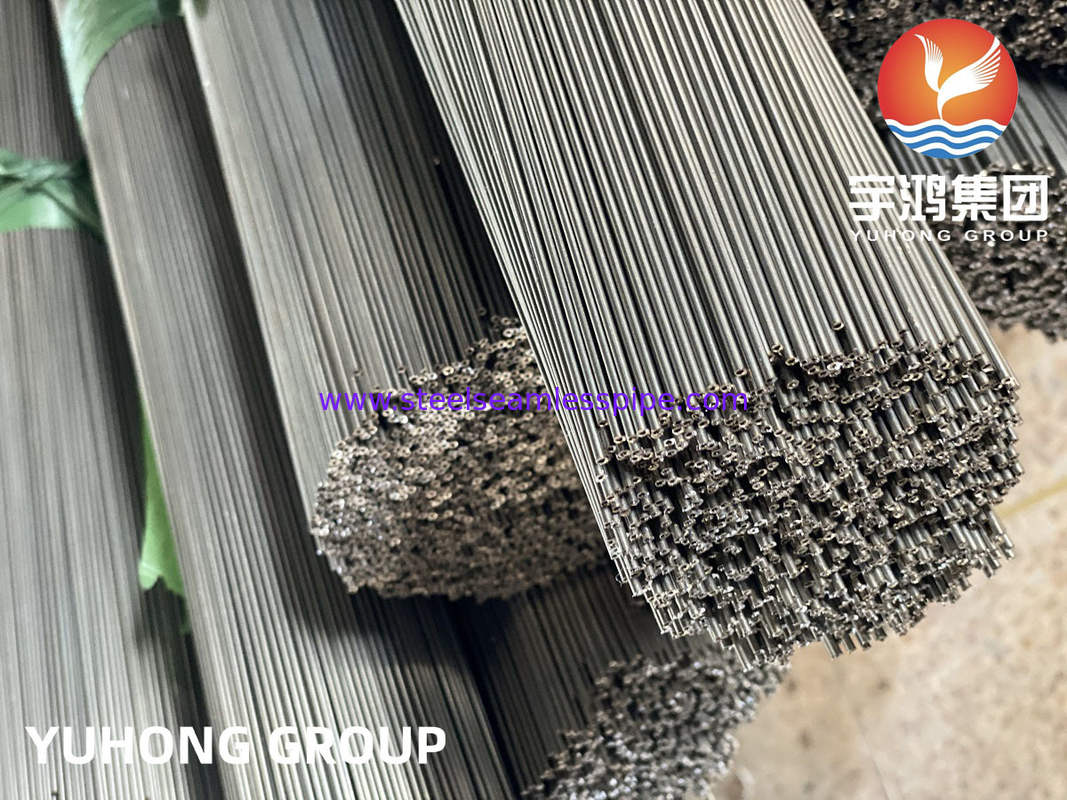
Kapillarrohr, EN10305 1,4301, 1,4306, 1,4404, 1,4539, nahtloses/geschweißtes, helles anneled Rohr
YUHONG-GRUPPEN-Abkommen mit nahtlosem Rohr und Rohr des Edelstahls bereits mehr als 10 Jahre, jedes Jahr verkaufen mehr als 80000 Tonnen des nahtlosen Rohres und des Rohrs des Edelstahls. Unser Kunde bereits mehr als 45 Länder bedecken. Unser nahtloses Rohr und Rohr des Edelstahls waren die Breite, die in der Nahrungspflanze des Bergbaus, der Energie, der petrochemischen, chemischen Industrie, in der Papieranlage, im Gas und in flüssigem Industrie etc. ANSI B16.10 verwendet wurde: B16.19 SCH 5S, SCH 10S, SCH 20, SCH 30, SCH 40S, SCH 60, SCH80S, XS, SCH 100, SCH 120, SCH160, XXS
Medizinischer Schläuche wird unter Verwendung 304, des Edelstahls 304L und 316L hergestellt. Edelstahl 304 hat einen verhältnismäßig kohlenstoffarmen Inhalt (0,08-Prozent-Maximum), und er widersteht Korrosion besserem Edelstahl als 302. Seine Gegenstücke, Edelstahl 304L, hat einen sogar kohlenstoffärmeren Inhalt (0,04-Prozent-Maximum) und leistet ähnliche Korrosionsbeständigkeit. Jedoch leistet 304L auch hohen Widerstand zur intergranular Korrosion, nachdem es geschweißt hat. 316L wird manchmal in der medizinischen Instrumentierung verwendet und einen kohlenstoffärmeren Inhalt als 316 rostfrei hat. 316L wird in den Bereichen verwendet, in denen überlegene Korrosionsbeständigkeit angefordert wird
Und zeichnet geschweißt die bevorzugte Schlauchwahl im Hinblick auf die Wirtschaft, Vorbereitungs- und Anlaufzeit und Tolerancing, die mit nahtlosem in den meisten Fällen verglichen werden. Viele fordernden Anwendungen fordern das geschweißte T.I.G und die gezogene Methode des Steckers (Dorn), angewendet von Vita Needle für über 85 Jahre!
Produzieren von Edelstahl-Schläuche für die medizinische Industrie
Eine Zündkapsel auf dem Prozess
Das Produzieren des Rohrs für die medizinische Industrie erfordert viel Aufmerksamkeit zur Materials und Oberflächenbeschaffenheit Schweißens.
Schläuche für die medizinische Industrie wird hauptsächlich aus 304 und (kohlenstoffarmem) geschweißtem Edelstahl 304L produziert. Der Edelstahl 304 hat verhältnismäßig kohlenstoffarmen Inhalt (0,08-Prozent-Maximum), und er widersteht der Korrosion, die als 302 rostfrei besser ist.
Seine Gegenstücke, rostfreies 304L, hat sogar kohlenstoffärmeren Inhalt (0,04-Prozent-Maximum) und leistet ähnliche Korrosionsbeständigkeit. Jedoch leistet 304L auch hohen Widerstand zu folgendem Schweißen der intergranular Korrosion.
Streifen-Vorrat
Eine der führenden Herausforderungen für den medizinischen Schlauchhersteller sichert Streifenvorrat mit einer hochwertigen Randbedingung. Die Wände von Schläuche neigen, im medizinischen Markt verhältnismäßig dünn zu sein und infolgedessen sind Ausrichtung und Randbedingung kritisch.
Schweißungsmühlbetreiber sind- gut beraten, allen Streifenvorrat zu halten, wie sauber und geschützt, wie möglich. Dieses schließt vorsichtige und richtige Lagerung und die Behandlung alles Vorrates mit sauberen Baumwollhandschuhen mit ein, um zu verhindern, dass Handfeuchtigkeit die Ränder verseucht.
Der Produzent muss mit dem Streifenslitter nah arbeiten, um sicherzustellen, dass der ankommende Streifen Randbedingungsbedingungen erfüllt. Die meisten Mühlen haben ein oder zwei Streifenlieferanten, die hochwertigen Streifen liefern, der die Bedingungen der Mühle erfüllt.
Schweißen
Der Hersteller Gebrauch einer im Allgemeinen von drei verschiedenen Durchschnitten für das Schweißen 304 und Streifen des Edelstahls 304L für den medizinischen Markt.
Das erste ist TIG-Schweißen (GTAW). Dieses ist der populären Methoden das älteste und ist noch weitverbreitet. Das zweite, Plasmaschweißen, ist eine Veränderung auf GTAW. Das Letzte, Laser-Schweißen, ist der allgemeinen Methoden das neueste. Jede dieser Schweißungsmethoden ist im grundlegenden Entwurf ähnlich, wenn die Unterschiede in die jeweiligen Schweißungsköpfe und -Stromversorgung kommen. Je hat auch eine Vielzahl von Stärken und von Schwächen.
Einige, wenn sie zu betrachten Primäreinzelteile, einen Schweißungsmühlprozeß vorwählen, sind-:
1. Verarbeitungsgeschwindigkeit.
2. Wartung von Elektroden.
3. Benutzerfreundlichkeit.
4. Kosten Schweißungskopf und -Stromversorgung.
Die meisten Schweißungsmühlen verwenden WirbelstromTestgerät nach dem abschließenden Flossendurchlauf, zum der Integrität der Schweißungsnaht zu überprüfen. Einige addieren auch eine Videokamera, die auf die Schweißungsnaht gerichtet wird, um die Ausrichtung der Naht und der Schweißungshauptelektrode zu beobachten. Diese zwei schweißenden Hilfen lassen die Mühle größere ununterbrochene Spulen mit einer hohen Stufe des Vertrauens in der Schweißungsnaht mit den Geschwindigkeiten ziemlich produzieren, die von 20 bis 30 Fuß pro Minute (FPM) reichen.
Größen-Strecken
Die Mehrheit des medizinischen Schläuche wird zu einer Messgerätskala hergestellt, die lose auf der Militär-Spezifikation GG-N-196 Vereinigter Staaten basiert. Moderne Anforderungen und Technologiefortschritte haben groß diese Skala erweitert. Zuwachsmessgeräte von 6 (0,203 Zoll) bis 36 (0,004 Zoll) mit unterschiedlichen Wänden (0,015 bis 0,0015 Zoll) sind jetzt als Standard allgemein anerkannt.
Drei Rohstoffe
Produzenten stellen Erstausrüstungshersteller (Soems) und Verteiler mit drei grundlegenden Arten von fertigem Schläuche-geschweißt gefolgt durch einige Wannen zur Verfügung [Reduzierungen ohne Stecker oder Dorn des Innendurchmesser (Identifikation)] um zu beenden; geschweißt, Stecker oder Dorn-gezeichnet (die Schweißung glatt machen und die Wandstärke einstellen), gefolgt mit einigen Wannen, um zu beenden; und geschweißt einige von Stecker oder von Dorn gefolgt zeichnet, um zu beenden. Jede dieser Methoden produziert ein solides Produkt, und jedes Produkt hat einen speziellen Bereich der Anwendung.
Einige Rohrproduzenten bieten alle drei Arten Produkte an, während andere auf ein oder zwei sich spezialisieren. Sie bieten medizinischen Soems eine Vielzahl von Schweißungsnaht- und Oberflächenoberflächengüten und von Toleranzen sowie unterschiedlichen Kosten an.
Geschweißt und durch Wannen beendet. Der Streifenvorrat in geschweißtem und fertig-durch-sinkendem Schläuche wird an fertigen Wandgröße mit einem Außendurchmesser (Od) größer als die gewünschte fertige Größe gebildet und geschweißt oder sehr nah. Das gewünschte Od des geschweißten Rohrs wird erreicht, indem man das Rohr zur fertigen Größe sinkt.
Der sinkende Prozess wird durchgeführt, indem man das Rohr auf dem Od schmiert und es durch einen Würfel zieht. Dieser Prozess wird mit allmählich kleineren Würfeln wiederholt, bis das gewünschte Od erreicht ist. Dieser Prozess erfordert kein Zwischenausglühen und kann Schläuche infolgedessen leistungsfähig und billig produzieren. In diesem Prozess jedoch wird die Fähigkeit, hohe Stufen der Arbeitsverdichtung zu erzielen normalerweise gehemmt, weil die Menge der Kaltverformung durch einen Mangel an Wandreduzierung im Prozess begrenzt wird.
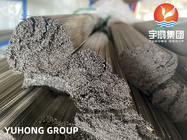
Der Prozess erfordert nicht Zwischenausglühen, also bleibt die Schweißungszone intakt und homogenisiert nicht. Infolgedessen bleibt die Schweißungszone sichtbar und wird nicht in das unedle Metall integriert. Die Verringerung des Rohrs ohne einen Identifikations-Dorn oder -stecker überträgt eine raue Oberfläche auf der Identifikation des Rohrs. Wenn ein Rohr, das durch viele Wannen beendet wird, geschnitten wird, um einen Querabschnitt herauszustellen, dann durch ein Mikroskop angebracht, poliert und angesehen, sind schwere Spitzen und Täler entlang der Identifikation sichtbar.
Die Spitzen auf der Identifikations-Wand, die durch diesen Prozess verursacht wird, machen es schwierig, die Identifikation gänzlich zu säubern, weil Schmutz und Schadstoffe in den Tälern der Spitzen sammeln können. Diese Spitzen auch machen die Identifikation unregelmäßig und können Schwierigkeit verursachen, bei Identifikations-Größe durchweg Messung.
Diese Art des Rohrs wird im Allgemeinen für grundlegende Anwendungen der hypodermatischen Nadel wie ein injizierbares Gerät benutzt. Wegen der unregelmäßigen Zustandes der Identifikation, wird dieses Rohr normalerweise nicht für Prozesse benutzt, die die Fähigkeit erfordern, einen Stylet, einen Draht oder ein Rohr durch die Identifikation zu führen. Auch diese Methode im Allgemeinen wird nicht für zeichnendes Blut angewendet, weil die raue Identifikation Blut veranlassen kann aufzubauen und zu gerinnen und verlangsamt oder schließlich stoppt Durchblutung. Letzt, wegen der schweren Kaltverformung auf einem nicht homogenen Korngefüge in der Schweißungszone, möglicherweise das Rohr ausfällt während eines Herstellungsprozesses, der möglicherweise am fertigen Rohr durchgeführt wird.
Geschweißt, folgte Stecker oder Dorn-gezeichnet von den Wannen, um zu beenden. Mit geschweißt, wird Stecker oder Dorn-gezeichnet gefolgt vom Wanne-zuendschläuche, der Streifenvorrat so mit dem Schläuche geschweißt und gebildet, der einzige Wannen hat, aber die beginnende Wandgröße ist größer als die gewünschte fertige Wandgröße.
Das Od und die Identifikation werden geschmiert, und Identifikations-Stecker oder -dorn wird eingefügt, und das Rohr wird durch einen Würfel gezogen. Abhängig von der Menge von Reduzierung, kann dieser Prozess unter Verwendung der allmählich kleineren Würfel wiederholt werden und Identifikations-Stecker oder -dorne bis eine Arbeitshärterate, die einen Vermittler erfordert, tempern ist erreicht worden. Nach der Vergütung fährt der Prozess möglicherweise mit dem Identifikations-Stecker fort, oder Dorn möglicherweise oder er schalten zu einem Wannenprozeß, wie vorher beschrieben.
Das Produkt wird dann Wannen fortwährend zur gewünschten fertigen Größe beendet. Der Zusatz des Identifikations-Steckers oder -dorns und der Vermittler tempern Zunahmeproduktkosten und das Produkt-Leistungsfähigkeits-Zelt, um sich zu verringern. Weil dieser Prozess nur einen Vermittler tempern lässt, ist die Schweißungszone, während sie homogenisiert wird, noch sichtbar.
Höhere Arbeit-Verhärtungsrate wird leicht mit diesem Prozess wegen der Menge der Kaltverformung erzielt, die für Reduzierung angefordert wird. Die Oberflächenbeschaffenheitsqualität, Identifikation und Od, neigt, wegen des Identifikations-Steckers hoch zu sein oder der Dorn, der die Identifikations-Wand während der Reduzierung stützt. Darüber hinaus der Identifikation ist zu säubern fast kein Problem, ist Identifikations-Größe konsequent, und das Rohr kann festere Toleranzen als das Rohr halten, das durch die sinkende Methode beendet wird.
Eine Queransicht dieses Rohrs durch Shows eines Mikroskops weniger Identifikations-Wandverzerrung und ein glatterer Auftritt. Dieses Rohr im Allgemeinen wird in den Anwendungen benutzt, die ein hochwertigeres Rohr bei den festen Toleranzen erfordern. Es wird normalerweise nicht als injizierbares Gerät verwendet.
Geschweißt und Stecker oder Dorn-gezeichnet, um zu beenden. In der geschweißten Herstellung und im Stecker oder im Dorn-zeichnen-zuendschläuche wird der Streifenvorrat als mit die anderen Methoden gebildet und geschweißt, und die beginnende Wand und das Od sind größer als die gewünschte fertige Größe.
Nachdem das Od und die Identifikation geschmiert sind und ein Identifikations-Stecker oder -dorn eingefügt wird, wird das Rohr durch die Würfel gezogen. Abhängig von der Menge der Reduzierung und der gewünschten Endgrößenhärteanforderung, wird dieser Prozess mit allmählich kleineren Würfeln wiederholt und Identifikations-Stecker oder -dorne, bis Arbeitshärte einen Vermittler erfordert, tempern. Nach der Vergütung kann der Prozess wieder beginnen, bis die gewünschte fertige Größe erzielt ist.
Das Produkt wird mit einem Identifikations-Stecker oder -dorn von Anfang bis Ende gezeichnet. Dieses, in Verbindung mit zwei mindestens Zwischen tempert, lässt die Schweißungszone in das unedle Metall völlig homogenisieren. Die Fähigkeit, sehr feste Od- und Identifikations-Toleranzen sowie Identifikations-Sauberkeit zu halten sind Hauptmerkmale von diesem Produkte. Eine Queransicht des Zeichnen-zuendrohrs durch ein Mikroskop zeigt eine glatte Identifikations-Wand und keine sichtbare Schweißungszone.
Etwas Gebrauch für dieses Produkt umfasst Nadeln, Produkte, die feste Toleranzen und überlegene Oberflächenbeschaffenheiten erfordern, und Produkte des Blutspenden, die die Fähigkeit erfordern, andere Geräte durch die Identifikation zu führen.
Um sicher zu sein wird nicht aller Edelstahlschläuche zu den gleichen Spezifikationen hergestellt. Soems und Verteiler des medizinischen Geräts haben von eine Produktvielfalt und von die Produktqualitäten, zu wählen, wenn sie Edelstahlschläuche für den medizinischen Markt bestellen. Am wichtigsten und Soem oder Verteiler muss ein gutes Einvernehmen des beabsichtigten Gebrauches des Rohrs haben sicherzustellen, dass das richtige Produkt bestellt wird.
![]()
Ansprechpartner: Candy
Telefon: 008613967883024
Faxen: 0086-574-88017980